– Feature Article – The Making of the MV Wheel
– Pinewood Derby Car Showcase
– Q&A
The Making of the MV Wheel
By Randy Davis
For several years, Maximum Velocity has been offering a bulk car kit similar to kits offered by BSA, PineCar, et al. When we first introduced the kits, we used PineCar-brand wheels. But in the spring of 2010 we decided that the time had come to have our own “MV” wheels. Thus, we entered the world of plastic injection molding.
We decided that if we were going to have a wheel made, it had to be very high quality. So we chose the best characteristics from the various wheels on the market:
- Internal, three gate injection: Improves wheel accuracy (no mold mark on the tread surface),
- Hard plastic (actually styrene): Less flexibility to improve performance,
- Solid sidewall: Results in a stronger and more accurate wheel,
- Light weight: Lighter wheels are faster,
- Clean transition from tread to sidewall: No tread marks on the edge of the wheel.
The end result is shown in Figure 1.
 Figure 1 – MV Wheel Design
Figure 1 – MV Wheel Design
The next step was to find a molding company that would work with us to get a high quality wheel. We were fortunate to find a company (MoldWorx1) in our area that was interested in the project. Then came the education; I learned that injection molding consisted of four phases:
- Part Design Phase
- Mold Design Phase
- Mold Creation Phase
- Injection Molding Phase
Part Design Phase
The design phase consists of creating a 3D model of the part to be molded. During this phase, the design of the part is usually adjusted to allow for manufacturability. The end result is a 3D model of the part, agreed upon by both the customer and the molding company.
 Figure 2 – Blueprint of 3D Model
Figure 2 – Blueprint of 3D Model
Mold Design Phase
Next, the mold itself must be designed. This is where the injection method and the runner system must be decided upon. “Runners” are the paths for the molten plastic to get into the mold cavities (and the resulting waste product – see Figure 3). If you have ever built a plastic model, then you will recognize the waste plastic connecting the various parts as the runners.
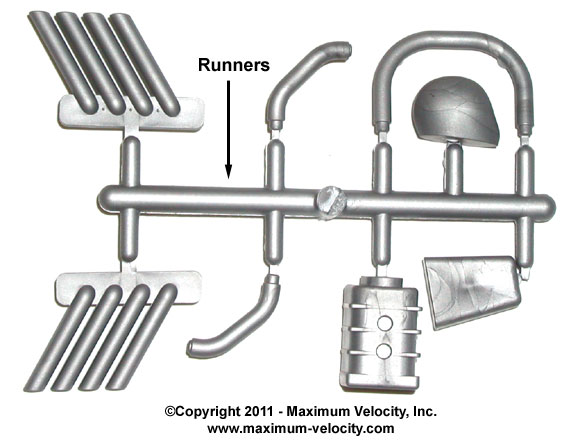 Figure 3 – Runners on MV Car Parts
Figure 3 – Runners on MV Car Parts
The runner system shown in Figure 3 would be used on wheels that have the mold injection point on the tread of the wheel (like old BSA wheels and PineCar wheels). To have the injection point on the interior of the wheel requires a more sophisticated runner system (see Figure 4). In this mold, when the wheels are released they are automatically freed from the runners. The only sign of the runners are the three small dimples on the interior of the wheel. Although this method generates more waste plastic, the three gate system results in the most round wheel (least runout) available from injection molding.
 Figure 4 – Runners on MV Wheels
Figure 4 – Runners on MV Wheels
The final mold design is in two parts (A and B), and is shown in Figures 5 and 6.
 Figure 5 – Side “A” of Mold
Figure 5 – Side “A” of Mold
 Figure 6 – Side “B” of Mold
Figure 6 – Side “B” of Mold
Mold Creation Phase
Next, the mold must be manufactured. This is the most costly part of injection molding as the mold must be precision machined so that it functions properly and produces high quality parts. Most of the mold is fashioned on a computer driven (CNC) milling machine. However, much of the detail in the mold cavities is too fine for the CNC. This fine detail is fashioned using custom made graphite electrodes. When high voltage is applied, the electrodes etch the desired detail into the mold cavity. The electrodes self-destruct so many of them are required. For the eight-cavity, MV wheel mold, eighty electrodes were used.
Injection Molding Phase
Finally, it is time to make the parts on the injection molding machine. The machine has several sections, shown in Figures 7 through 9.
 Figure 7 – Plastic Pellets in Hopper
Figure 7 – Plastic Pellets in Hopper
The hopper holds the styrene pellets. The white pellets are the base plastic, while the black pellets are added to adjust the color.
 Figure 8 – Heating Section
Figure 8 – Heating Section
The pellets are fed into the heating section, where they reach the proper temperature for injection into the mold.
 Figure 9 – Molding Section
Figure 9 – Molding Section
The mold halves are pressed together, injected with plastic, cooled with water, and then pulled apart. The parts are then ejected and fall into a bin below. The runners are grasped by a robotic arm (partially seen at the top of the photo), lifted out, and dropped into a grinder. A portion of the ground up runner is fed back into the pellet hopper. The rest is discarded.
The cycle time of the mold machine affects both the quality and cost of the part. The major step that affects the cycle time of plastic injection molding is cooling the part area – the better the cooling system, the quicker the material will “set”. This also happens to be one of the most expensive areas of a mold. Typically, more dollars spent on the cooling system results in a faster cycle time and a lower part cost.2
When the cycle is slow, the parts cool down while still in the mold so that they are fully hardened when they are ejected. This achieves the highest quality part, but the longer cycle time means that the machine must be run for a longer period of time to finish the production run (higher cost). On the other hand, if the cycle time is faster, the cost is lower but the parts are still malleable when ejected. This can cause slightly warped parts.3 So, quality and cost must be balanced to achieve the best cycle time for the part being molded. For the MV wheels, the cycle time was set such that the parts were adequately cooled before ejection from the mold.
Final Product
The final result of this project was the MV wheel shown in Figure 10. These wheels have a lower variance than most pinewood derby wheels.
 Figure 10 – MV Wheels
Figure 10 – MV Wheels
The MV Wheel specifications are:
- Wheel Diameter – 1.192 inches
- Wheel Tread Width – 0.319 inch
- Wheel Bore Diameter – 0.095 inch
- Wheel Weight – 2.4 grams
These wheels are included in our Basic Car Kits, or they can be purchased in bulk or as a Weight-Reduced Speed Wheel.
1Visit the MoldWorx web site at: www.moldworx.com
2As an example, MoldWorx told me that they saw a 128 cavity mold run at a 5-6 second cycle time (very fast). But the customer likely spent $750,000 for that mold.
3This is a major reason why there is so much variance in most pinewood derby wheels, even within a given mold number. If the cycle time is a little too fast (which is very common, as lower cost is the main objective for most companies), the wheels will still be soft when ejected, leading to slight warping.
Pinewood Derby Car Showcase
Today’s special: Cars with tungsten canopies
Spiderman-mobile – Robert Stevens

Last year my son participated in his first pinewood derby and won the grand championship for his pack. This year was his second pinewood derby and his second grand championship for his pack. We took the Predator design and turned it in to the Spiderman-mobile. We implemented the rail-riding alignment technique using the Pro-Rail Rider tool. Thank you for all that you do to help boys have success with the pinewood derby. It has really helped build my son’s confidence and esteem.
Predator – Michael Tances

I raced this car in the adult class in 2010. The car won all the races and had faster times than the pack winner. It is completely stock and is exactly 5 ounces. I’m 64 years old and still like to win!
Race for the Cure – Kimberly Paul

This car took first place in the open division at our pack here in Tulsa. The car ran really well thanks to the tungsten canopy purchased through Maximum Velocity.
Q&A
I have a specific question regarding the area where the wheel touches the car body. I have heard that some people place small, round stickers there before painting and then remove them after the paint dries. Then they rub graphite into the wood area to reduce friction. Do you recommend this technique? Or do you just paint the car to a glossy finish, then rub graphite into the area (we plan to clear-coat the car)?
A clear coat provides a slicker surface than bare wood. So just rub graphite onto the wheel hub (not the car body). That way the body will stay cleaner and you will have graphite only where it is really needed. If you were not going to clear coat, then you might want to mask off the area and rub graphite into the wood.
I have grooved axles, and wheels that have had their inner and outer hubs coned. Since the outer hub is coned is there a need to taper the backside of the axle head?
If you are using wheels that have a tapered outer hub, then, no, you do not need to taper the axle head.
I have used tungsten cylinders inside our cars for the past few years with great success. I was thinking of using the tungsten plates on top of the car this year. Does placing the weight on top of the car affect the speed or handling (versus being inside the car)?
Generally, lower weight provides better stability. So, if possible, I recommend locating the plates directly on the bottom of the car (or recessed into the bottom of the car).
Want Answers?
Do you have a pinewood derby-related question? If so, e-mail us your question.We answer all questions by e-mail, but not every question will appear in the Q&A section of the newsletter.
Back Issues
Are you a new subscriber, or have you missed some of the previous newsletters? Don’t miss out; all of the issues for Volume 5 through Volume 17 are posted on our web site.
Newsletter Contributions
We welcome your contributions. If you would like to contribute an article, a web site review, a speed tip, or a pinewood derby memory, please e-mail us.
Subscription Information
The Pinewood Derby Times is a free e-newsletter focused on pinewood derby racing. It is published biweekly from October through March.
If you haven’t already done so, please forward this issue to your pinewood derby friends. But please don’t subscribe your friends. Let them decide for themselves. Thanks.
If this newsletter was forwarded to you, why not subscribe to receive this newsletter. There is no cost, and your e-mail address is safe, as we never sell or share our distribution list.
To subscribe, send a blank e-mail to
[email protected]
You will receive a confirmation e-mail. Reply to the confirmation e-mail and you will start receiving the Pinewood Derby Times with the next issue.
Randy Davis, Editor, Pinewood Derby Times
E-Mail: [email protected]
(C)2018, Maximum Velocity, Inc. All rights reserved. Please do not reprint or place this newsletter on your web site without explicit permission. However, if you like this newsletter we grant permission, and encourage you to e-mail it to a friend.
Maximum Velocity disclaims any personal loss or liability caused by utilization of any information presented in this newsletter.
The Pinewood Derby Times is not specific to, and is not affiliated with the Boy Scouts of America, YMCA, Awana, or any other organization.
(R)Maximum Velocity is a registered trademark of Maximum Velocity, Inc.
(R)Pinewood Derby is a registered trademarks of the Boys Scouts of America.
(R)Awana is a registered trademark of Awana Clubs International.
All other names are trademarks of their respective owners.