– Feature Article – Sintering Tungsten
– Pinewood Derby Car Showcase
– Q&A
Feature Article
Sintering Tungsten
By Randy Davis
Over the past ten years, tungsten has become widely used as a ballast weight for high-performance pinewood derby cars. Due to its high density, tungsten allows an aggressive balance point to be achieved even on extremely thin and minimalist cars.
Tungsten has also become popular because of its relatively non-toxic nature. Car builders wanting to stay away from lead can either use tungsten, steel, or zinc. But, steel and zinc are only about two- fifths of the density of tungsten.
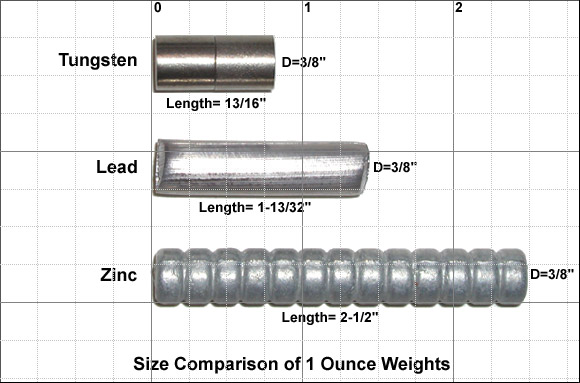
Figure 1 – Density Comparison
On the other hand tungsten is rather expensive and not easily shaped. So there is a tradeoff when choosing ballast weight.
Several times during the racing season I have received a phone call from someone wanting a special tungsten shape. As you will find out below, making a new tungsten shape is not a trivial proposition, and requires the purchase of a large quantity of parts before it becomes economically feasible.
Introduction
Tungsten weights that are available for purchase are either pure tungsten (density of 19.1 g/cm3 density or better), or are a tungsten alloy (usually around 18.0 g/cm3). Pure tungsten weights are more expensive and come in a very limited selection of shapes.1
Tungsten alloy products are less expensive (due to the lower tungsten content), and come in a variety of shapes. These shapes are formed by sintering, which is a process of pressing and heating tungsten powder to form a solid object. Today’s article will show how tungsten shapes are formed.2
Die Preparation
As in any molding operation, the molds (known as dies) must be created. The part shape, accuracy, and number of die cavities all affect the cost of the die. For example, tungsten cubes have relatively inexpensive dies as the smoothness of the sides, and overall accuracy are not terribly critical (however, quite a few cavities are required). On the other hand, a more complex part, such as a tungsten canopy has a more expensive die as it must be fairly smooth and well shaped.
Powder Preparation
In addition to preparing the die, the tungsten powder must be refined and blended to the proper mixture.

Figure 2 – Scheelite and Wolframite Ores, APT, and Tungsten Powder
Tungsten begins as an ore (Wolframite or Scheelite). The ore is crushed and then chemically altered into ammonium paratungstate (APT). The APT is then converted to tungsten powder in a furnace in the presence of pure hydrogen.

Figure 3 – Tungsten Ore to Tungsten Powder Steps
The tungsten powder must now be blended with other components (typically nickel, copper and/or iron) to achieve the desired density. The powder is then screened to attain a uniform particle size.
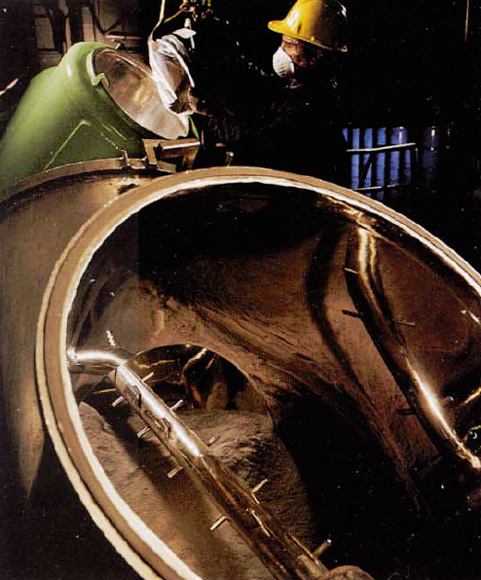
Figure 4 – Blending of Tungsten Powder and Other Components
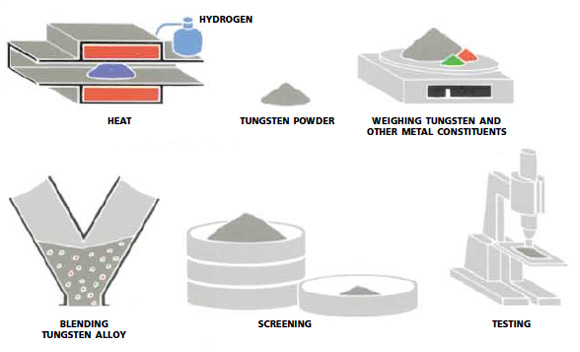
Figure 5 – Tungsten Powder Preparation Steps
Pressing
A carefully measured amount of tungsten powder can now be put into the die cavity. The die is then placed into a hydraulic press and subjected to 10,000 to 30,000 PSI. The compacted powder (known as “green compact” is in the shape of the die, but only has enough strength to permit handling and processing.
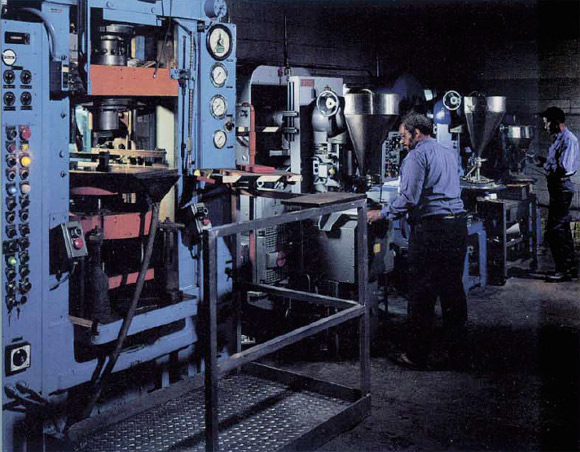
Figure 6 – Large Automatic Press
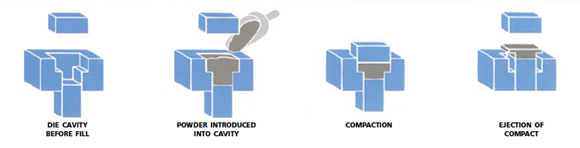
Figure 7 – Tungsten Pressing Steps
Sintering
Sintering is the heating process that transforms the green compact into a metallic object. The parts must be fed through the furnace at a carefully controlled rate. The interior of the furnace is heated up to a maximum of 1700 C (3092 F), and holds a hydrogen or ammonia atmosphere to prevent oxidation of the tungsten parts and to protect the heating elements.

Figure 8 – Electrically Heated Sintering Furnace
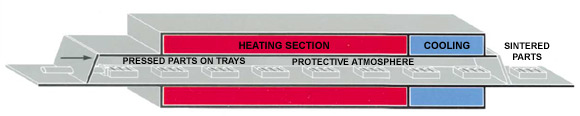
Figure 9 – Sintering Furnace Diagram
The sintering process results in part shrinkage of approximately 15-25 percent. This shrinkage limits the ability of the manufacturer to hold tolerances of more than 1 percent of the dimension of the part. If a higher tolerance is needed, then the sintered part must be machined to the final dimension.

Figure 10 – Green Compact (Left) Compared With Sintered Part (Right) Showing Approximately a 20 Percent Shrinkage
Conclusion
Forming of tungsten parts is a rather involved process. I hope that the next time you have a tungsten part in your hand you will better appreciate the steps involved in manufacturing that part.
1Maximum Velocity offers two pure tungsten products: 5031-Solid Tungsten Round, and 5050-Tungsten Disks
2Figures 2 through 10 in this article, as well as the basic information, are from an H.C. Starck brochure entitled, “High Density Tungsten Alloys”. The photos and material were used by permission.
Pinewood Derby Car Showcase
Jet-Powered Batman Car – Charles Mott


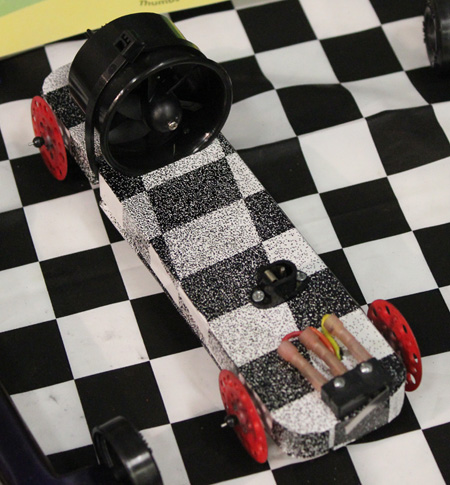
I bought the propeller car kit from you guys; I didn’t want it to be obvious that it was powered, so I used a jet-powered Batman car as my design inspiration. The plan was to build a body cover out of balsa that I could slip over the propeller kit (which I modified). Knowing this design wouldn’t let enough air in, and keeping with the inspiration of the car, I added some extra scoops to the side. Assuming it wouldn’t get too hot since it’s a quick race, I removed the heat sink from the motor for better airflow, then added an “exhaust nozzle”, and some other little accent pieces.
To my disappointment, our Pack didn’t have an outlaw class race, but I kept my design within the BSA rules for size and weight – with the exception of the hidden power plant inside! So I raced it (unpowered) in the sibling/parent class.I placed somewhere around 5th or 6th. Then after all the racing was done, they let me do two runs with power. First run (on a 35 foot aluminum Best Track) with the beautiful body on was 2.11 seconds. Then I removed the body and it ran 1.77 seconds!
Propeller Car – Jeff Ryals
I used your Needle Axle X-Lite wheels on the Propeller Car Kit and they worked out great. Our average speed was 329.4 average, up from 316.8 last year. Now I need to figure out how to get more speed for next year.
Q&A
Do you have any suggestions on how to remove weight that has been glued in with epoxy?
Depending on the type of epoxy, you can soften it with a soldering iron. The metal weights can then be removed with pliers. It will be a bit of a mess. Some epoxies, like J-B Weld are made to withstand higher temperatures (typically 500 degrees), so they will not soften in this way.
I polished my axles, and lubricated thoroughly, but I am not getting the kind of speed (free spin time) I expected. I think the problem is last year I used grooved axles. When I spin those wheels they go 20 seconds. But even though I’ve carefully worked in a fine graphite (XLR8) the best spin time I can get is 12 seconds. This is not going to win.
I don’t believe you have an issue with the axles. Last year you used full-weight wheels, and this year you are using weight-reduced wheels. With weight-reduced wheels, free spin time is not a good indication of track performance. Lighter wheels free spin less, but are faster on the track. On the track the weight of the car keeps them spinning. But because they are lighter, they take less energy to start spinning at the start so they jump ahead of other cars.
A possible issue is that you are using “XLR8”. Although marketed as the top PineCar lube, tests by myself and others show that other lubes perform much better, including the less expensive PineCar lube, “Hob- E-Lube”. I strongly suggest getting either Hob-E-Lube, or some of our “Max-V-Lube”. You should be able to lube over the top of the XLR8 and get better performance.
Want Answers?
Do you have a pinewood derby-related question? If so, e-mail us your question.We answer all questions by e-mail, but not every question will appear in the Q&A section of the newsletter.
Back Issues
Are you a new subscriber, or have you missed some of the previous newsletters? Don’t miss out; all of the issues for Volume 5 through Volume 17 are posted on our web site.
Newsletter Contributions
We welcome your contributions. If you would like to contribute an article, a web site review, a speed tip, or a pinewood derby memory, please e-mail us.
Subscription Information
The Pinewood Derby Times is a free e-newsletter focused on pinewood derby racing. It is published biweekly from October through March.
If you haven’t already done so, please forward this issue to your pinewood derby friends. But please don’t subscribe your friends. Let them decide for themselves. Thanks.
If this newsletter was forwarded to you, why not subscribe to receive this newsletter. There is no cost, and your e-mail address is safe, as we never sell or share our distribution list.
To subscribe, send a blank e-mail to
[email protected]
You will receive a confirmation e-mail. Reply to the confirmation e-mail and you will start receiving the Pinewood Derby Times with the next issue.
Randy Davis, Editor, Pinewood Derby Times
E-Mail: [email protected]
(C)2018, Maximum Velocity, Inc. All rights reserved. Please do not reprint or place this newsletter on your web site without explicit permission. However, if you like this newsletter we grant permission, and encourage you to e-mail it to a friend.
Maximum Velocity disclaims any personal loss or liability caused by utilization of any information presented in this newsletter.
The Pinewood Derby Times is not specific to, and is not affiliated with the Boy Scouts of America, YMCA, Awana, or any other organization.
(R)Maximum Velocity is a registered trademark of Maximum Velocity, Inc.
(R)Pinewood Derby is a registered trademarks of the Boys Scouts of America.
(R)Awana is a registered trademark of Awana Clubs International.
All other names are trademarks of their respective owners.